工业车辆锂电池选购指南
时间:2018-03-13 11:08:38 来源:中国叉车网-中叉网 性质:原创 作者:马林
现在的社会环境下,节能环保是各界都在提倡的问题,所以,市场上出现了不少的新能源产品。在目前的叉车市场,锂电叉车凭借着安静,操控便捷,节能环保,使用成本低等特性迅速占领了市场。
根据CITA数据显示,2017年锂电池叉车总销量为8,681台,其中电动平衡重叉车3,699台,电动乘驾式仓储叉车91台,电动步行式仓储叉车4,891台;其中出口锂电池叉车3,604台,锂电池电动牵引车共销售144台,全部在中国市场销售。这表示我国锂电技术在叉车行业的应用已初具规模,虽然目前锂电池叉车在电动叉车市场份额中的占比不大,但叉车企业对该领域的投入却十分积极,并将随着国家政策倾斜、节能、环保的市场导向,环保意识的不断加强,锂电在工业车辆行业的应用将得到更快速的发展。

锂电池分为锂电池和锂离子电池,锂电池是采用金属锂或者锂合金来做负极材料,使用非水电解质溶液的电池;而锂离子电池是一种二次电池(充电电池),它主要依靠锂离子在正极和负极之间移动来工作。我们通常说的锂电池,其实是锂离子电池。目前市场上锂离子电池分为三大类:三元锂电池、锰酸锂、磷酸铁锂。
目前工业车辆市场,三元电池和磷酸铁锂电池占比较大。2014年以来,随着科技进步,锂电正极材料、负极材料等领域快速发展,导致锂电池能量密度每年提高10%,与此同时,随着中国锂电产业规模化、配套迅速完善,导致锂电池价格每年下降10%;2017年,锂电的价值/价格拐点终于来临。
与新能源乘用车市场的规范度相比,叉车锂电这个细分市场,目前特色:是缺乏行业管理、产品质量参差不齐。导致了行业内,无论是客户还是经销商、服务商,都面临很大的困惑,让锂电产品在市场中的应用中充满了不确定性。
随着科技进步和中国锂电产业的快速发展和规模化,锂享新能抓住机遇,致力于为世界范围内的工业车辆提供锂电驱动解决方案。目前采用联合开发、设计、制造、分销、租赁的模式,为工业车辆行业提供适合的动力锂电池,以一系列先进的锂电池替代铅酸电池应用的解决方案,可以灵活的配套叉车、AGV、高尔夫球车、高空作业车等。
针对叉车锂电池的应用及选购方式,作为国家新能源车配套动力锂电池推荐目录企业——锂享新能 Lixxon给出了以下解决方案。

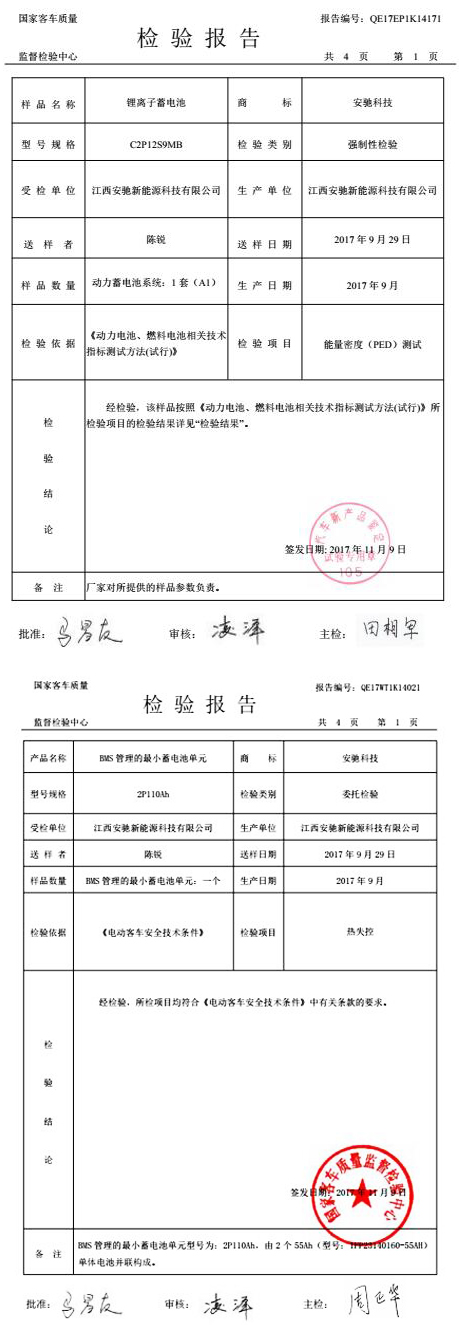
一、选用国家认证保障的锂电,安全第一
选用锂电,首先是安全!无论对于驾驶员、工厂,还是叉车经销商、叉车服务商而言,安全第一最为重要。
只有电芯和Pack成品系统通过国家检测机构认证,这才是具有安全保障的锂电池!由于叉车行业欠缺锂电标准,所以目前采用的是乘用车标准设计、制造叉车锂电池,这被视为行业的最高标准。
二、优良性能:来源于电芯和Pack工艺的PK
1、电芯选材
主流品种三元锂和磷酸铁锂,对比如下:
1.1 三元锂外包装是软包,磷酸铁锂外包装多为铝壳或塑壳。三元锂能量密度略高于磷酸铁锂。
1.2 磷酸铁锂材料热解温度约800℃,三元锂大约200℃。且三元锂的化学反应更为剧烈,会释放氧分子,造成在高温作用下电解液迅速燃烧。因此三元锂主要应用于‘汽车轻量化’的小型乘用车,而磷酸铁锂主要用在大客车及工业车辆。以市场上主流的锂享新能叉车锂电来说,其电芯是磷酸铁锂电芯LiFePO4,因其内部嵌套结构稳定、安全性强、循环次数多而被业内叉车作为电池首选。
1.3 三元锂电池的循环寿命一般只有磷酸铁锂的1/3~1/2。
1.4 价格:三元锂高于磷酸铁锂。
2、电芯制造
电芯占Pack后成品成本的80%,目前国内大大小小的锂电池厂约600家。产品种类、生产规模、品质工艺、质量、价格及客户市场各不相同,差距较大。
国家新能源车配套动力锂电池推荐目录企业,因其管理规范、原材料(正负极材料、电解液、隔膜等)选择严格、设备自动化程度高、生产规模大,其锂电池电芯的质量普遍被认为最好。中国目前是全球最大的磷酸铁锂电池生产地,举例来说,作为国家新能源车配套动力锂电池推荐目录企业、智能制造示范工厂,江西安驰科技的产能是众多国内小型锂电池厂的几十倍,其生产工艺严格,实现全自动化生产,封闭式、无尘生产,因此质量非常可靠。
3、电芯选择:木桶短板理论 + A/B电芯
选择电芯的目的,是提高电池的一致性配组。
作为工业品,即使是前后30秒生产的电芯,其容量、内阻、电压等参数都有或大或小的差别。成品电池中电芯的一致性直接影响电池的寿命及放电容量。建议选择电池电芯之间电压偏差在20mv以内;频繁使用的车辆,选择电压偏差在10mv以内的电芯;(此指标在锂电池管理控制器的显示器上可以观察到,以电池静置(非充非放)时的参数为标准)。
电池一致性越高,其电芯分担的容量越平均,各电芯容量和出力便越稳定,电池寿命就越长,这便不容易产生新电池使用1~2年后衰减快的现象。
行业内有句画龙点睛的话:技术和资金实力是筛选高度一致性的保障。可是,究竟是A级电芯还是B级电芯,如果没有专业的设备,即使把电芯放到眼前也说不清。其实只要电芯和Pack成品系统通过国家检测机构认证,就是有性能保障的锂电池!
4、Pack集成工艺:绝非简单的串、并联加BMS
电池Pack的安全设计是大家非常关心的,也是差别最大的一部分。
锂电池组的安全保护分为四个阶段,从电池组内向外的保护分别为:电芯保护安全阀、电芯间短路保护电路、保险丝熔断保护、BMS 主回路通断保护。其中,电芯保护安全阀是电芯内部最重要的保护屏障,如同汽车的安全气囊一样,关键时刻显身手。电芯间的短路保护对于由于外部器件失效导致电芯间短路至关重要,相当于在电芯直接放置了很多的消防栓,此功能需要较好的电子电路技术及众多物料成本。因此,会被多数业内厂家选择性忽略;保险丝熔断保护是常见装置,不复赘述;BMS 主回路保护是BMS 的最基本功能之一,保护的方式是通过切断串联在主回路上的继电器或MOSFET静态电力电子开关来对电池的主回路进行断电保护。
Pack成品系统的高安全工艺标准,目前只有汽车行业有严格的检测要求。只有通过严格安全检测的Pack后的产品才能给汽车配套,这些标准包括短路、 断路、 失火、 防水、 重压 、穿刺等等。

5、电芯保护: BMS
锂电池保护及管理控制器(BMS) 的选择至关重要,锂电池属于活跃材料电池,内阻很小,约为铅酸电池的十分之一。因此,对电池的过度充电和放电,过高温及低温,冲击电流,短路等危害电池性能的各类工况要实时监测,及时切断危险源。BMS可以在微秒级时间内做出应对响应,切断电池主回路,保证电池及人身财产的安全;同时,带有全时主动均衡电路的BMS ,可以保障电池在长期使用后,产生不一致时可以及时被均衡电路补电或放电,可有效地延长电池至少30%的寿命。
6、箱体设计
专业的箱体工业设计必须考虑力学、热工模型,锂电池能量密度是铅酸电池3倍以上。因此,锂电池箱体比铅酸电池箱体小。锂电池箱体须具备防撞击、穿刺、防水、散热、防寒等功能。比如,在我国北方,由于长时间的低温天气,叉车锂电应加装加热保护装置,出入冷库环境要在设计中杜绝冷凝水带来的短路风险等等。
三、服务和市场
1、质保期、售后服务:免维护 ≠ 不需要售后服务
目前市场上叉车锂电池供应商的电芯及工艺标准不一样,大致分为 1500次循环3年质保、2000次循环3年质保,或者给新能源汽车配套动力电池推荐目录企业提供:5年质保4,000次循环及10,000小时。
叉车锂电池的BMS普遍不带电芯自动均衡模式,因此最好在使用一段期间后做电芯主动均衡处理。而目前几乎没有供应商提供锂电池后市场的均衡服务。95%的叉车代理店均对锂电知识缺乏培训、了解,较难在目前鱼龙混杂的锂电池市场中,辨别锂电池的质量及服务的好坏。
2、后市场的置换替代
利益驱使下,在叉车后市场中铅酸蓄电池替换成锂电池为时下热门,很多代理店在后市场这块做置换业务时由于缺乏对锂电池的了解,一味比价,结果往往选择没有质量认证、低质量的产品,难免最后碰到质量和服务问题,导致客户的丢失(例如:在宝马工厂/华为工厂的叉车锂电改造项目)。
3、品牌主机厂
在政府支持下,锂电产业近几年飞速发展,价格逐年下降,成本的下降也给叉车行业带来了机遇,叉车市场锂电替代铅酸成为趋势。近2年几乎国内每个主机厂均推出了自己品牌的锂电叉车,更甚至有叉车主机厂成立锂电池Pack厂以确保对接自己的电控系统及后期服务、管理系统等配件的专控。放眼国外,永恒力叉车公司从中国购买高质量的电芯,由欧洲总部自行研发BMS,开发出自己的锂电池产品,在欧洲独领锂电市场。

综上所述,叉车锂电化是行业趋势,市场机会巨大。目前,叉车行业欠缺锂电池行业标准,出于安全和性能保障要求,市场倾向选择锂电池制造商是国家新能源汽车配套动力锂电池推荐目录企业,倾向选择电芯和Pack集成成品系统都具备国家客车配套质量认证的产品。