叉车交流电机用速度传感器脉冲轮的设计优化
转载 2012-09-27 11:02 KDS 来源:KDS
![]()
摘 要:本文阐述了叉车交流电机用速度传感器脉冲轮的设计优化要点,针对不同材料和工艺进行了对比,提出了一种最优的解决方案,通过相关试验验证,证明该方案最具有性价比,完全适合速度传感器的实际应用。
关键词:叉车 交流电机 传感器轴承 外置式速度传感器 脉冲轮
引言
随着电动叉车行业的迅猛发展,交流传动系统逐步在电动叉车驱动系统中成为主流,作为其中的重要部件—交流电机,越来越多地被叉车制造企业关注。早期的叉车交流电机,在结构上采用了传感器轴承(见附图1),作为电机速度检测和转向检测的工具,以其结构紧凑的特点,为大多数电机制造企业所接受。

但是,传感器轴承在大批量的应用中,出现了许多传感器部件失效的现象,加上维护不便、价格相对偏高、对环境静电敏感等因素,对电机制造企业和叉车制造企业造成很大困扰,因此,行业需要一种结构简单、便于维护、成本相对较低、对使用环境静电敏感度不高的外置式速度传感器,来替换传感器轴承。
1 外置式速度传感器的引入
附图2 所示,它是一种普遍应用于汽车和航空等多个领域的外置式速度传感器,装配方式简单,便于更换,其输出波形和精度与传感器轴承相同,成本相对较低,对使用环境静电的敏感度不高,是一种理想的替换品。

外置式速度传感器,必须使用与之相配合的脉冲轮,产生相应的波形。而脉冲轮的设计,直接影响到速度传感器输出信号的稳定性和精度,只有稳定地输出相应的脉冲数和相位关系,才能便于控制器对交流电机进行控制。因此,脉冲论的设计就成为至关重要的环节。
2 脉冲轮的结构和材质选择
脉冲轮的设计特性要求,必须满足以下几个方面:
2.1 脉冲轮外圆上的齿槽必须均布,才能保证输出信号的精度和稳定性。
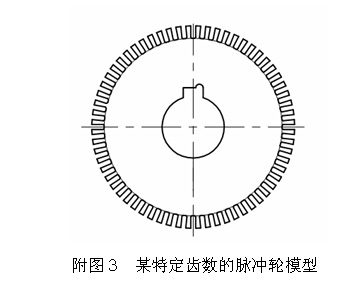
2.2 脉冲轮外圆上的齿数,数量从几齿到上百齿不等,齿数必须根据不同的使用条件来选择,并且能与不同的控制器来进行合理匹配。因为直径安装空间小,从而导致每个齿的几何分布厚度非常薄,根据有关资料推荐,齿厚最小仅为2mm,齿高可达5mm,因此,对材料强度要求高。
2.3 脉冲轮的材质必须有一定的弱导磁性,例如:低碳钢或中碳钢。
2.4 加工工艺性和通用性要好。
2.5 零件成本低。
2.6 零件的装配性和互换性好。
3 脉冲轮采用不同材料和工艺的对比分析
|
项目 |
1# 粉末冶金成型 |
2# 线切割成型 |
3# 滚刀加工成型 |
4# 冲片叠压成型 |
|
脉冲轮材料 |
低碳钢 |
低碳钢或易切钢 |
中碳钢或易切钢 |
低碳钢钢板 |
|
工艺性 |
好 |
好 |
较好 |
好 |
|
脉冲轮齿 |
差,易断齿。 |
好 |
好,但齿的形状必须配合刀具特殊设计。 |
好 |
|
优点 |
易成型。 通用性强,可加工脉冲数相同但轴孔尺寸不同的脉冲轮。 成本低。 | 易成型。 通用性强,可直接根据需要加工脉冲数相同但轴孔尺寸不同的脉冲轮。 投资小。 加工周期短。 | 易成型。 通用性强,可直接根据需要加工脉冲数相同但轴孔尺寸不同的脉冲轮。 齿强度高。 | 易成型。 成本低,与粉末冶金产品相同。 加工周期短。 |
|
缺点 |
模具费用高。 齿强度差。 齿部易夹杂杂物导致信号不良。 质量不稳定。 | 无法大批量生产。 成本高,是粉末冶金的20倍左右。 齿部易夹杂杂物导致信号不良。 | 需要单独采购特种滚刀。 成本高,单个零件的采购成本与线切割相同。 齿部尺寸不易控制。 加工周期长。 | 模具费用高。 轴孔通用性差,每种轴孔和每种齿数必须单独开模。 厚度尺寸难控制。 对材料要求高。 |
4 试验和分析
根据上述对比试验和分析,综合考虑波形信号的稳定性,齿的强度,制造成本及装配工艺性,优先采用冲片叠压成型工艺。
通过实际生产和使用检验,性能和结构满足要求。但由于结构和工艺的特殊性,每批生产的零件厚度相差较大,从而导致脉冲轮的轴向装配存在问题,如果采用常规手段难以调整,必须在考虑成本的同时,采用特殊零件和工艺来调整尺寸波动的影响。
具体采取的措施如下:
4.1 统一每个脉冲轮单片的材料,将单片的材料更换为单张厚度公差较为严格的钢片,以减小叠压的累积误差带来的影响。
4.2 严格规定脉冲轮的叠压片数和厚度检测部位,以减少测量误差和工艺影响。
4.3 订制特殊的卡簧,调整轴上脉冲轮的轴向加工尺寸链,采取适当的卡簧弹性预紧量。
结论
经过初期的样品试验,采用叠压成型工艺的脉冲轮结构,符合预计的设计要求,并且具有最高的性价比,实现与外置式速度传感器的完美配合。